■めっき素材の知識ーめっきに適さない素材の状態>>
めっきに適さない素材の状態
| 表面については | 1.材料きず、はなはだしい腐食 |
|
| 2.加熱したアルカリ洗浄液に難溶性の塗装皮膜および付着物(処理できない塗装系-タール系塗料、エポキシ系塗料、ショッププライマー系塗料) |
||
| 3.せん断面や打抜穴の腐食異常酸化層 |
||
| 4.切削部のささくれ | ||
| 5.鋳物の砂かみ(砂くい)、くされ、ブローホール、巣、酸化物の折れ込み | ||
| 6.油脂類の含浸 | ||
| 構造については | 1.作業中破損もしくは変形のおそれのあるもの | |
| 2.密閉構造 | ||
| 3.亜鉛が容易に流入、流出できない構造、亜鉛浴中に浸漬しても空気の一部 が逃げない構造 | ||
| 材料については | 1.素材の厚みに極端な差のある組合わせ | |
| 2.異種金属の組み合わせ(アルミ、銅、真鍮、ステンレス、ろう付<硬ろう、軟ろう >など) | ||
| 3.軟鋼(SS材)、高張力鋼、鋳鋼などの組み合わせは望ましくない。 | ||
■めっき素材の知識ー素材の化学成分の影響>>
素材の化学成分の影響
.
| 炭 素(C) | 炭素・・C)を多く含む鋼(15%)は、0.04%~0.07%の炭素を含有する鋼に比較して、亜鉛めっき付着量が約10%増加するとの報告があります。低濃度は、合金化反応にわずかな影響を与えるだけです。 | |
珪 素(Si) |
珪素(Si)は鉄一亜鉛の合金化反応に複雑に影響します | |
| 含有量 0.02%以下 |
亜鉛付着量がよく、外覿のすぐれた亜鉛めっきができます. | |
| 含有量 0.02~0.09%以下 |
合金化反応にもっとも寄与する領域で、亜鉛付着量が極度に増加するため、めっき皮膜の表層まで合金化した、いわゆるヤケめっきとよばれる暗灰色の外観になる |
|
| 含有量 0.09~016% |
この領域では、上の領域ほどではないが、合金化反応が大きく寄与する |
|
| 含有量 0.23%以上 |
Si量の増加とともに影響を強める。 | |
| したがってSiの含有量0.02%以下の領域以外の鋼材をめっきする場合には、予備実験によって最良のめっき条件を設定することが無難な方法です。 |
||
| マンガン(Mn) |
普通鋼に比較してマンガン(Mn)1.36%含有する鋼の方が、約50%合金化反応を促進します | |
| リ ン(P) |
リンは、高濃度を含有する場合のみ影響を与え、たとえば0.263%含有の鋼は普通鋼に比較して、合金化反応が50%ほど増加します。0.05%以下では、その影響は小さくなります。 |
|
| クロム(Cr) |
0.06%含有のものは、約2倍の合金層厚みとなります。 |
|
| ニッケル(Ni) | 数%以上では合金化反応を抑制します。 | |
| アルミニウム(Aℓ) | 1.5%程度では、影響は小さい。 | |

■溶融亜鉛めっき加工発注の手引1>>
パイプ加工品のポイント
.一般的に、パイプ加工品やタンクボイラーなど中空体製品は、密閉部分によって起きる浮力のため、浸漬操作が非常に困難となるうえ、空気や残留水分によって爆発の危険があり、通常のめっき操作では不可能です.その溝造がそれぞれ異っているとしても、原則的に密閉個所において、対角方向の両端部またはコーナー部分に、空気や亜鉛が流入流出するのに充分な孔が必要となります。
孔あけ加工には、内部貫通孔にする場合と外部孔にする場合があります。できあがりに関していえば、後者の場合は外部に流れタレが生じる場合が多<、外観の美しさを求めるなら、前者の方がよいでしょう。
| パイプ径と孔径との関係(標準のめっき孔径は下の通りです。) | ||||||||||
| パイプ径(A) | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 | 90 | 100 |
| 標準孔径(mm) | 12 | 14 | 16 | 18 | 20 | 25 | 35 | 50 | 75 | 90 |
■溶融亜鉛めっき加工発注の手引2>>
密閉構造単材の場合
.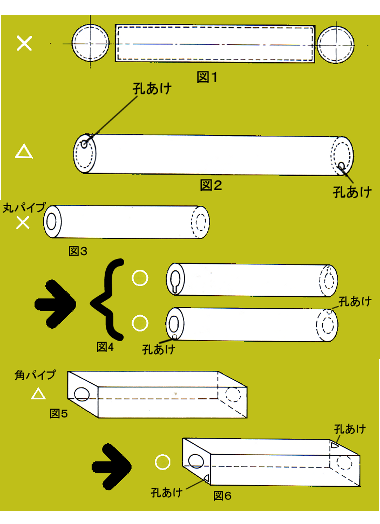 図lのように密閉状態のままですと、浮力によって浸漬しません。そのため空気孔を両端部につくる必要があります。孔の位置は、図2のように、対角線上の端部にあけてください。孔あけ径は、パイプの径によって異なります。
図lのように密閉状態のままですと、浮力によって浸漬しません。そのため空気孔を両端部につくる必要があります。孔の位置は、図2のように、対角線上の端部にあけてください。孔あけ径は、パイプの径によって異なります。
図3、図5のように孔の位置が中心部にある場合、空気だまりと、コーナーに亜鉛だまりが発生します。
図4、図6のような位置に孔あけが必要です。
■溶融亜鉛めっき加工発注の手引3>>
密閉構造フランジの場合
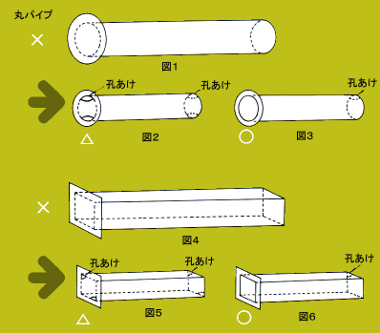 図1、図4のように、密閉状態ですと、空気だまり、亜鉛だまりが発生します。図2、図5のように孔あけが必要です。
図1、図4のように、密閉状態ですと、空気だまり、亜鉛だまりが発生します。図2、図5のように孔あけが必要です。
図3、図6のように全面にあけるのが望ましいです。カエリのある場合は、10mm程度にします。
■溶融亜鉛めっき加工発注の手引4>>
密閉構造加工品の場合
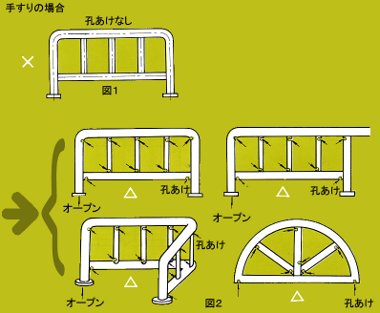
図1の孔あけなしの場合、空気ぬきがないため浸漬せず、亜鉛だまりが生じメッキ不良となる恐れがあります。
手すりのような場合、図2のように、コーナー部の内側と下部両端に孔あけが必要です。立桟は、上下の対角線上の端の位置に孔あけが必要です。